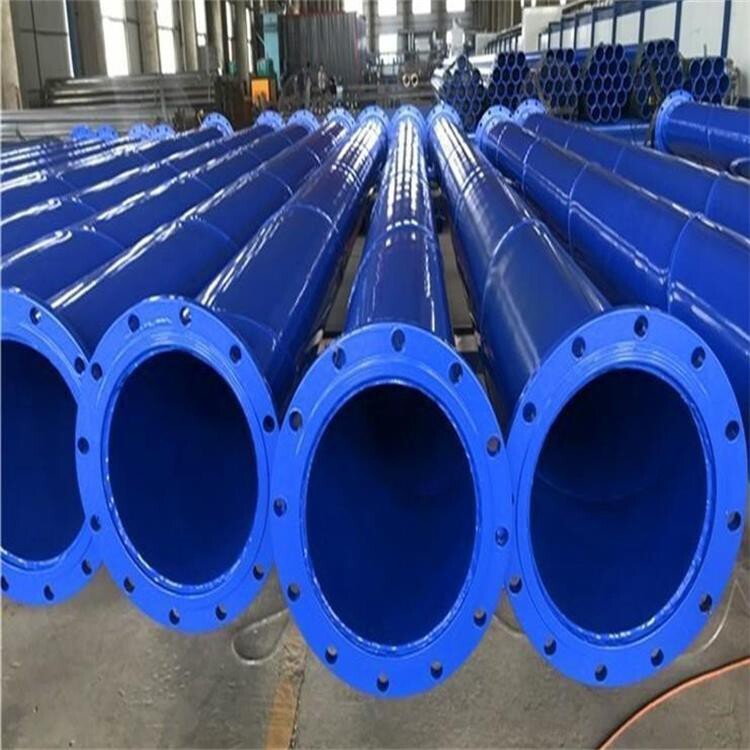
台湾黑色涂塑钢管DN250
来源:沧州忻硕管道工程有限公司
时间:2024-11-30 18:11:56
[举报]
参数名1
参数值1
参数名2
参数值2
参数名3
参数值3
参数名4
参数值4
参数名5
参数值5
参数名6
参数值6
规格DN20-2000mm连接方式焊接、法兰、承插式用途消防、给水、埋地等
环氧树脂和所用的固化剂的反应是通过直接加成反应或树脂分子中环氧基的开环聚合反应来进行的, 没有水或其它挥发性副产物放出。 它们和不饱和聚酯树脂、 酚醛树脂相比, 在固化过程中显示出很低的收缩性 (小于 2%) 。
力学性能。固化后的环氧树脂体系具有优良的力学性能。
电性能。固化后的环氧树脂体系是一种具有高介电性能、耐表面漏电、耐电弧的优良绝缘材料。
7、 化学稳定性。通常,固化后的环氧树脂体系具有优良的耐碱性、耐酸性和耐溶剂性。
应用领域
1.各种形式的循环水系统(民用循环水、工业循环水),性能优良,防腐年限可达50年。
2.消防供水系统。
3.各建筑的给排水输送(特别适用于宾馆、酒店、住宅区的冷、热水系统)。
4.各种化工流体输送(耐酸、碱、盐的腐蚀)。
5.电线电缆的地埋管、过路管。
6.矿山、矿井的通风管、供、排水管。

加工工艺中要注意的细节也非常多,比如涂塑层要均匀,每一处地方都要喷涂到,浸塑时间的控制等,要想把该产品做好要选择的环氧或聚乙烯粉末,然后需要有的工艺技术,后要有的设备支持。 经过一些列的研究测试,该管道具有如下性能:
涂层耐温性好,可在-40℃~300℃的环境下长期使用,不会发生燃烧及软化现象;
强度高,常温下经过测试压力可达5.5Mpa;流体阻力小,管道不结垢,提升输送效率;3、耐酸、碱、盐的腐蚀,70年之内管路不会生锈;
4、连接方式多样,可用螺纹连接、法兰连接及沟槽连接件连接、双金属焊接连接,埋地管路可用焊接,利用涂塑焊接技术可以使涂塑钢管焊接起来。
内外涂塑钢管,字面上可以分辨出,比上面的产品多了一道工艺,内外壁均涂抹了聚乙烯或者环氧树脂材料。防腐强度进一步得到升级。目前市面上非常流行的给水或者消防管道产品。从生产工艺上讲,又叫“热浸塑钢管”,全称为“N-HAP热浸塑钢质线缆保护钢管”。
环氧树脂内外涂塑钢管一些技术参数:
涂层材料:环氧树脂
通用颜色:白色涂层厚度:20um—um
涂覆方式:内外喷涂或外镀锌内喷涂
产品规格:DN15—DN12
环境温度:-30℃至8℃
连接方式:螺纹、丝扣、承插、沟槽、法兰连接等
特性:该复合钢管采用热固性熔结环氧树脂粉末对钢管表面进行涂覆,其表面光滑、美观,涂层本身具有较强的耐腐蚀性和耐水性。由于内壁光滑在使用过程中防止了微生物滋生,减小输送流体阻力。
应用实例:
在农业工程中,排污管道螺旋焊接钢管也起到了一定的作用,灌溉用管、深井管、排水管等等,帮助农民叔叔节省了不少力气。
运输石油的过程中,排污管道螺旋焊接钢管用作保送管道的作用。
污水排放用螺旋钢管应用行业于煤矿、电厂、污水处置、消防、石油、市政工程、化工、高速公路上产品运用。
在城市树立中,排污管道螺旋焊接钢管用于高层修建给水、热网供热、自来水工程、燃气保送、埋地输水等等,为市政树立做了不少的贡献。
在煤矿工程中,排污管道螺旋焊接钢管主要起到煤矿井下供排水、井下喷浆、正负压通风、抽放瓦斯、消防洒水等管网作用。
6、在电厂中,排污管道螺旋焊接钢管主要被用作热电厂工艺用水废渣、回水保送管道。

内外涂塑钢管的施工技术
1、钢塑管管道支架预制在施工现场预制,预制成品运至厂家进行热镀锌工艺处理,安装时位置要正确,安装牢固,涂漆颜色均匀色调一致并与总体协调
2、内外涂塑钢管施工程序:管道支架预制→打眼→支架安装→管道滚槽→沟槽管件安装→管道安装→阀门安装→消火栓安装→管道试压
3、内外涂塑钢管管道滚槽
(1)用切管机将钢管按需要的长度切割,确保切口断面与钢管中轴线垂直,用砂轮机打磨光滑,严禁有毛刺和缩口现象
(2)将需要加工沟槽的钢管架设在滚槽机和滚槽机机尾架上,用水准仪超平使钢管处于水平位置.
(3)将内外环氧复合涂塑钢管钢管加工断面紧贴滚槽机,使钢管中轴线与滚轮面垂直.
管道安装完毕进行试压、冲洗\试压冲洗前应检查个安装件固定支架是否安装牢固到位,当管道承压时不得转动接头或螺母等部件,管道阀门是否全部打开,消防栓阀门是否全部关闭防止漏水,水试压介质为水,试压试验分三次完成,上下行管道及压力管道分段试压,用打压机打压,设备连接好后缓慢增压,加压速度,压力值,持压时间均符合设计及施工规范要求,达到设计压力值后观察10min,没有渗漏,经建设单位或监理组织验收,确认合格。

大口径内外涂塑钢管,制造大直径涂塑的方法主要采用螺旋焊管是目前生产大直径焊管的有效方法之一。它的优点是设备费用少,用一种宽度的带钢可生产的钢管直径范围相当大。目前美国、德国已生产出直径3m以上厚度25.4mm的螺旋焊管。
UOE法电焊管生产是以厚钢板做原料,经刨边和预弯边,先在u形压力机上压成u形,后在O形压力机上压成圆形管,然后预焊、内外埋弧焊,后扩径以矫正焊接造成的管体变形,达到要求的椭圆度和平直度,消除焊接热影响区的残余应力。UOE焊管可生产直径为406~1620mm的钢管。这种方法可能生产的直径受到板材能够生产的大宽度的限制,设备投资也较大。但生产率高,适于大批量少品种管生产,是高压管输送管的主要生产方法。
内外涂塑钢管制造方法:
制造457-1270mm直径的内外涂塑钢管,大的壁厚为22.2mm,生产工艺:送进钢板或拆带卷——超声波检查——对焊——刨边或切边——排辊成型——高频预焊接——定径——切定尺——脱脂——内焊——外焊——超声波检查全部焊接——扩径——水压试验——超声波检查——管端平头——成品检验——用户检查——打印——涂保护层——出厂

内外涂塑钢管出厂前要进行质量的检测
内外涂塑钢管出厂前要进行质量的检测,怎么才能够让用户用到质量好的内外涂塑钢管呢?那就是要有好的质量检测,这才是十分重要的一个环节,怎么才能够做到好呢?
内外涂塑钢管在生产、生活中常会用到很多的内外涂塑复合钢管,因为在运输和安装都比较繁琐,因此一定要在质量上检查好,避免出现更换问题,下面我们来详细介绍一下。
检查矿用内外涂塑复合钢管质量的五个要点:
,外观,内外涂塑复合钢管的外观应当具有润滑平坦的涂覆层,无划痕、无裂纹、无针孔、无粘附异物等。钢管的外层还应当具有清晰、耐久性的象征,且规整的商品型号、履行规范、出产企业的商标或称号、出产日期、出产批号等。
第二,厚度,这儿主要是为区分商品的经用程度和制造工艺,商品的厚度需在规范范围内,并且不一样横断面的厚度测验无太大区别,这样才是制造精巧的商品。
第三,涂塑层针孔,这儿是为检查商品的安稳性,需要运用到电火花检查仪,取表里和外表各部分的试件进行检查,若检查后无电火花的产生,则为合格商品。
第四,耐火性,由于内外涂塑复合钢管会用到一些易燃气体的运送中,因而耐火性非常的重要,需求进行耐火实验,若无走漏和变形损坏,则为合格商品。
标签:黑色涂塑钢管,涂塑钢管DN250,台湾涂塑钢管,涂塑钢管售后无忧
 第8年
第8年
 第8年
第8年