台湾过桥涂塑钢管供应商
来源:沧州忻硕管道工程有限公司
时间:2025-03-03 18:58:17
[举报]
参数名1
参数值1
参数名2
参数值2
参数名3
参数值3
参数名4
参数值4
参数名5
参数值5
参数名6
参数值6
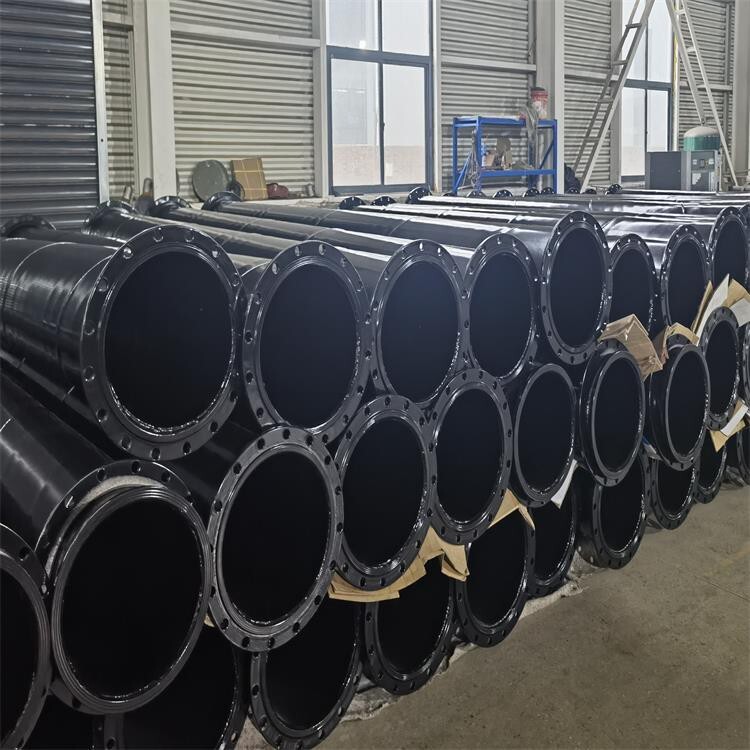
用途消防、给水、埋地等规格DN20-2000mm连接方式焊接、法兰、承插式
地埋输水管道连接方式
(1) 焊接连接 如果您基本上不需要拆卸,那可以选用焊接,这两种是比较传统的连接方式,构造简单,任何形式的构件都可直接相连;用料经济,不削弱截面;制作加工方便,可实现自动化操作;连接的密闭性好,结构刚度大。抢修效率上来说并不适用当今的环境;
(2) 法兰连接 将法兰焊接到管口上,两个管口之间的连接就先分别焊接上法兰或者丝接上法兰,然后再用两个焊好的法兰进行对接,中间要加垫片。3PE输水管道.3PE地埋输水管道.3pe地埋输水管道供应
(3) 沟槽管件连接 这种连接方式是目前液体、气体管道连接的首推技术,这种连接方式需要的管件有:刚性接头、挠性接头、机械三通和沟槽式法兰有弯头、三通、四通、异径管、盲板等

2.塑料涂膜和成品塑料管的性能不同:
环氧粉末涂料为适应输水的要求添加了提高有关性能的指标和添加剂,对塑料膜进行改性。以提高塑料膜地粘接力、耐老化、耐环境应力开裂、耐磨损、增加韧性、降低吸水率等性能指标。而衬塑管一般是普通质量的钢管或镀锌管,由于缺少各种添加剂成分,性能不可靠,且缩小了输水管径,尽管其价格较低,但是性能差,使用寿命短。而且衬塑复合钢管还是对钢管的二次加工,很浪费能源。
3.与钢管的粘接力不同:
内外壁环氧涂塑钢管由于塑膜和钢管具有良好的附着力,虽有热胀冷缩现象,但决不会出现分层现象,接口处的涂层有十分严格的技术要求,有一整套完整的检测手段。而衬塑钢管本来就是两层组成,在热胀冷缩的情况下,一般会产生分层,且其接口处无论是发兰还是丝扣连接都是薄弱环节。

连接方式:螺纹、丝扣、承插、沟槽、法兰连接.
等应用领域:市政、给排水、污水、化工、热电、再生水等输送管道.
内外涂塑钢管的优势主要表现在以下几个方面:
1.防腐,防紫外线的,用在室内室外都可以
2.内外壁光滑,外壁涂层美观好看,内部光滑,大大提高了流体输送效率
3.安全,不会对流体造成污染现象,可以用来输送生活饮用水
4.机械强度高,其抗压、抗弯、拉伸能力要其它管道,并且韧性好,不脆化
5.涂塑层牢牢吸附在钢管表面,并且硬度高,可承受外力的冲击,涂层不会脱落
6.可以用来埋地,输送含酸碱盐等各种流体,并且其连接方式均和传统连接无两样,方便可靠。

内外涂塑钢管的施工技术
1、钢塑管管道支架预制在施工现场预制,预制成品运至厂家进行热镀锌工艺处理,安装时位置要正确,安装牢固,涂漆颜色均匀色调一致并与总体协调
2、内外涂塑钢管施工程序:管道支架预制→打眼→支架安装→管道滚槽→沟槽管件安装→管道安装→阀门安装→消火栓安装→管道试压
3、内外涂塑钢管管道滚槽
(1)用切管机将钢管按需要的长度切割,确保切口断面与钢管中轴线垂直,用砂轮机打磨光滑,严禁有毛刺和缩口现象
(2)将需要加工沟槽的钢管架设在滚槽机和滚槽机机尾架上,用水准仪超平使钢管处于水平位置.
(3)将内外环氧复合涂塑钢管钢管加工断面紧贴滚槽机,使钢管中轴线与滚轮面垂直.
管道安装完毕进行试压、冲洗\试压冲洗前应检查个安装件固定支架是否安装牢固到位,当管道承压时不得转动接头或螺母等部件,管道阀门是否全部打开,消防栓阀门是否全部关闭防止漏水,水试压介质为水,试压试验分三次完成,上下行管道及压力管道分段试压,用打压机打压,设备连接好后缓慢增压,加压速度,压力值,持压时间均符合设计及施工规范要求,达到设计压力值后观察10min,没有渗漏,经建设单位或监理组织验收,确认合格。

二、消防用环氧树脂复合钢管:该复合钢管采用的改性重防腐环氧树脂粉末,避免发生内壁堵塞影响使用现象,具有优良的耐化学腐蚀性能,从根本上解决了同类产品在长期使用后表面生锈腐蚀性、内壁结垢等问题,从而大大提高了消防管的使用寿命。由于在涂塑材料中添加了阻燃材料,使得该产品的耐温性能与其他同类产品相比得到提高。所以在周围温度急剧上升时也不会影响使用。
三 、电力用涂塑环氧树脂复合钢管:该复合钢管是采用环氧树脂或改性聚乙烯进行内外涂覆的产品,不会产生电蚀,吸水率低,具有优良的耐腐蚀性能,同时涂层本身具有良好的电气绝缘性,机械强度高,摩擦系数小,能够达到长期使用的目的。还能有效的防治植物根系及土壤 环境应力的破坏等,该产品连接便捷,维修简便。
大口径内外涂塑钢管,制造大直径涂塑的方法主要采用螺旋焊管是目前生产大直径焊管的有效方法之一。它的优点是设备费用少,用一种宽度的带钢可生产的钢管直径范围相当大。目前美国、德国已生产出直径3m以上厚度25.4mm的螺旋焊管。
UOE法电焊管生产是以厚钢板做原料,经刨边和预弯边,先在u形压力机上压成u形,后在O形压力机上压成圆形管,然后预焊、内外埋弧焊,后扩径以矫正焊接造成的管体变形,达到要求的椭圆度和平直度,消除焊接热影响区的残余应力。UOE焊管可生产直径为406~1620mm的钢管。这种方法可能生产的直径受到板材能够生产的大宽度的限制,设备投资也较大。但生产率高,适于大批量少品种管生产,是高压管输送管的主要生产方法。
内外涂塑钢管制造方法:
制造457-1270mm直径的内外涂塑钢管,大的壁厚为22.2mm,生产工艺:送进钢板或拆带卷——超声波检查——对焊——刨边或切边——排辊成型——高频预焊接——定径——切定尺——脱脂——内焊——外焊——超声波检查全部焊接——扩径——水压试验——超声波检查——管端平头——成品检验——用户检查——打印——涂保护层——出厂
标签:过桥涂塑钢管,涂塑钢管供应商,台湾涂塑钢管,涂塑钢管DN40
 第8年
第8年

 第8年
第8年