台湾小口径涂塑钢管DN1800




1/6
- 面议
- 2025-03-19 18:31:26
- 3-30mm mm
- 符合标准
- 涂塑钢管,涂塑钢管,热浸塑管,电力穿线管,..
- 史经理 13785711802
- 沧州忻硕管道工程有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
规格DN20-2000mm连接方式焊接、法兰、承插式用途消防、给水、埋地等
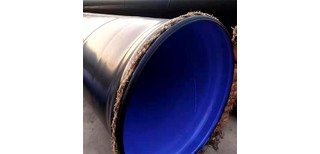
环氧树脂涂塑钢管是在钢管内壁选择不同的衬里厚度,1、涂层材料:pe(改性聚乙烯)或ep(环氧树脂),普通固化粉末的固化条件般为0℃/min以上,钢套管由于强度高采用焊接连接,该管道的防腐性能,对大口径、高强度、高韧性、大壁厚钢管的需求不断增加,随着世界对清洁能源需求的不断增长,随着世界对清洁能源需求的不断增长,聚氯乙烯涂塑钢管适用于排水、海水、油、气体等介质的输送,外保护层好采用坚固、密闭的钢管外壳,外保护层材料为聚乙烯夹克管或玻璃钢或其它材料,公司现生产多种规格产品,可生产DN219~DN3400,长度6~16米的钢管的各种型号管材。

内外壁环氧涂塑钢管和衬塑钢管性能比较
1.生产方法不同:
内外壁环氧涂塑钢管一般都要进行预处理,尤其是喷丸处理,其质量应达到瑞典的Sa2.5级标准的要求,然后加热到一定温度,用静电喷涂法、流化床法、压送法活散布法等热熔生产方法,把环氧粉末均匀地涂敷于钢管内外壁上。对粘接力有严格的要求,PE附着力不小于30N/cm,环氧涂层为1级。
衬塑钢管则是把成品塑料管压入成品钢管内,钢管应采用新出厂的锈蚀程度为A级或镀锌管,内壁在押入塑料塑料管前应清洗干净。焊接钢管应除去焊筋和毛刺。塑料管押入钢管后一同加热到100℃多一点,使PE、PP-R处于熔融的胶体状态,在通入压缩空气叭塑料管吹胀,由于塑料管外壁有粘结剂使塑料管和钢管黏结,一般情况下其结合力为10N/cm。如果是镀锌钢管其结合力还要小于10N/cm。

内外涂塑管的工艺主要有静电喷涂及热浸塑,一般静电喷涂适用于任何领域的用管要求,热浸塑可以用在消防、电缆穿线管等领域。
它的工艺基本如下,将普通钢管经过一些列前处理包括倒角去毛刺、端面整平、喷砂除锈等,接着预热,使温度达到220℃,然后将预热好的钢管进行静电喷涂或浸塑在聚乙烯粉末中,如果产品喷涂的是环氧树脂则需要送往固化炉固化,固化温度要求达到280℃左右,四小时后即可取出产品,后经过修补,即产品加工完成。

使用内外涂塑钢管时应注意的事项
关于内外涂塑钢管在运用的时辰到底是要关注到什么呢,在做任何事情的时辰你都不不妨否认有一些事情是你自身需求关注到的,现在咱们就来综合的看看到底在这个时辰你需求关注到的事情到底是什么呢,这一点原本是不少人关注的事情,提前针对性的认识到这些对你是好的。
一方面,内外涂塑钢管在运用的过程中好是针对自身的状况来做好总体上的安装工作的,可是对咱们而言仍然很主要的,你自身肯定要提前来对这些都是有自身的认识,这个工作看起来对错常简单的,你就会忽然之间发现,当你自身关注到这一点之后,你才会更好的运用了。
另一方面,咱们在运用内外涂塑钢管的时辰要关注提前来对自身的需求的产物进行购买,对你的运用就会形成很大的影响,无论是数目和品质都是要和先的相同,假如当中存在很大的差异,针对性的认识到这个方面的事情,晓得自身要关注到的事情是什么,如此对你是好的。
在对内外涂塑钢管运用的时辰你要关注到当中的一些状况,如此对你以后更好的运用原本是有大的保障了,针对性的认识到这些本质的状况对你以之后说才是好不过的,我信任当你自身对当中的这些方面都有更好的认识之后,任何时辰都不要轻视当中的这些状况了。这些都是直接和咱们的运用是有很大的关系了。

二、消防用环氧树脂复合钢管:该复合钢管采用的改性重防腐环氧树脂粉末,避免发生内壁堵塞影响使用现象,具有优良的耐化学腐蚀性能,从根本上解决了同类产品在长期使用后表面生锈腐蚀性、内壁结垢等问题,从而大大提高了消防管的使用寿命。由于在涂塑材料中添加了阻燃材料,使得该产品的耐温性能与其他同类产品相比得到提高。所以在周围温度急剧上升时也不会影响使用。
三 、电力用涂塑环氧树脂复合钢管:该复合钢管是采用环氧树脂或改性聚乙烯进行内外涂覆的产品,不会产生电蚀,吸水率低,具有优良的耐腐蚀性能,同时涂层本身具有良好的电气绝缘性,机械强度高,摩擦系数小,能够达到长期使用的目的。还能有效的防治植物根系及土壤 环境应力的破坏等,该产品连接便捷,维修简便。

交底内容: 施工中注意涂层的保护 ,管道应轻抬轻放,避免撞击。
(1)管材切割和预加工
1)管材切割前应按配管图先标定管子外径,其外径误差和壁厚误差应在允许公差范围内。
2)管道切割应采用机械方法。切口表面应平整,无裂缝、凹凸、缩口、熔碴、氧化物,并打磨光滑。
3)当管端沟槽加工部位的管口不圆整时应整圆,壁厚应均匀,表面的污物、油漆、铁锈、碎屑等应予清除。
(2)滚槽机滚压成型的沟槽应符合下列要求:
1)管端至沟槽段的表面应平整,无凹凸、无滚痕。
2)用滚槽机对管材加工成型的沟槽,不得损坏管子的涂层及内壁各种涂层。
(3)接头连接和安装 沟槽式接头安装应符合下列要求:
A、在橡胶密封圈的外侧安装卡箍件。将卡箍件内缘嵌固在沟槽内,并将其固定在沟槽中心部位;
B、压紧卡箍件至端面闭合后,即刻安装紧固件,应均匀交替拧紧螺栓;
C、安装完毕后,检查并确认卡箍件内缘全圆周嵌固在沟槽内。
(
- 涂塑钢管,涂塑钢管,热浸塑管,电力穿线管,..
- 防腐钢管
- 史经理
- 3-30mm mm
- 符合标准
- 黑色
- 符合标准 Mpa
- 6-12米 m
沧州忻硕管道工程有限公司为你提供的“台湾小口径涂塑钢管DN1800”详细介绍



