
沧州忻硕管道工程有限公司
高级VIP
搜索标王
联系人:史经理
手机:13785711802
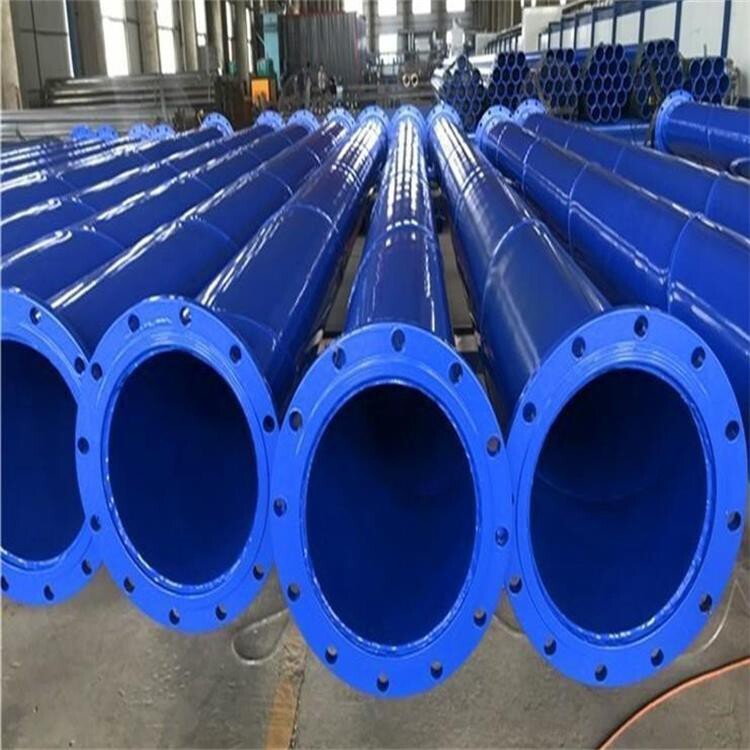
河南国标涂塑钢管DN1800
来源:沧州忻硕管道工程有限公司
发布时间:2024-11-13 18:33:58

连接方式焊接、法兰、承插式用途消防、给水、埋地等规格DN20-2000mm
内外壁环氧涂塑钢管和衬塑钢管性能比较
1.生产方法不同:
内外壁环氧涂塑钢管一般都要进行预处理,尤其是喷丸处理,其质量应达到瑞典的Sa2.5级标准的要求,然后加热到一定温度,用静电喷涂法、流化床法、压送法活散布法等热熔生产方法,把环氧粉末均匀地涂敷于钢管内外壁上。对粘接力有严格的要求,PE附着力不小于30N/cm,环氧涂层为1级。
衬塑钢管则是把成品塑料管压入成品钢管内,钢管应采用新出厂的锈蚀程度为A级或镀锌管,内壁在押入塑料塑料管前应清洗干净。焊接钢管应除去焊筋和毛刺。塑料管押入钢管后一同加热到100℃多一点,使PE、PP-R处于熔融的胶体状态,在通入压缩空气叭塑料管吹胀,由于塑料管外壁有粘结剂使塑料管和钢管黏结,一般情况下其结合力为10N/cm。如果是镀锌钢管其结合力还要小于10N/cm。

内外涂塑管的工艺主要有静电喷涂及热浸塑,一般静电喷涂适用于任何领域的用管要求,热浸塑可以用在消防、电缆穿线管等领域。
它的工艺基本如下,将普通钢管经过一些列前处理包括倒角去毛刺、端面整平、喷砂除锈等,接着预热,使温度达到220℃,然后将预热好的钢管进行静电喷涂或浸塑在聚乙烯粉末中,如果产品喷涂的是环氧树脂则需要送往固化炉固化,固化温度要求达到280℃左右,四小时后即可取出产品,后经过修补,即产品加工完成。

使用内外涂塑钢管时应注意的事项
关于内外涂塑钢管在运用的时辰到底是要关注到什么呢,在做任何事情的时辰你都不不妨否认有一些事情是你自身需求关注到的,现在咱们就来综合的看看到底在这个时辰你需求关注到的事情到底是什么呢,这一点原本是不少人关注的事情,提前针对性的认识到这些对你是好的。
一方面,内外涂塑钢管在运用的过程中好是针对自身的状况来做好总体上的安装工作的,可是对咱们而言仍然很主要的,你自身肯定要提前来对这些都是有自身的认识,这个工作看起来对错常简单的,你就会忽然之间发现,当你自身关注到这一点之后,你才会更好的运用了。
另一方面,咱们在运用内外涂塑钢管的时辰要关注提前来对自身的需求的产物进行购买,对你的运用就会形成很大的影响,无论是数目和品质都是要和先的相同,假如当中存在很大的差异,针对性的认识到这个方面的事情,晓得自身要关注到的事情是什么,如此对你是好的。
在对内外涂塑钢管运用的时辰你要关注到当中的一些状况,如此对你以后更好的运用原本是有大的保障了,针对性的认识到这些本质的状况对你以之后说才是好不过的,我信任当你自身对当中的这些方面都有更好的认识之后,任何时辰都不要轻视当中的这些状况了。这些都是直接和咱们的运用是有很大的关系了。

大口径内外涂塑钢管,制造大直径涂塑的方法主要采用螺旋焊管是目前生产大直径焊管的有效方法之一。它的优点是设备费用少,用一种宽度的带钢可生产的钢管直径范围相当大。目前美国、德国已生产出直径3m以上厚度25.4mm的螺旋焊管。
UOE法电焊管生产是以厚钢板做原料,经刨边和预弯边,先在u形压力机上压成u形,后在O形压力机上压成圆形管,然后预焊、内外埋弧焊,后扩径以矫正焊接造成的管体变形,达到要求的椭圆度和平直度,消除焊接热影响区的残余应力。UOE焊管可生产直径为406~1620mm的钢管。这种方法可能生产的直径受到板材能够生产的大宽度的限制,设备投资也较大。但生产率高,适于大批量少品种管生产,是高压管输送管的主要生产方法。
内外涂塑钢管制造方法:
制造457-1270mm直径的内外涂塑钢管,大的壁厚为22.2mm,生产工艺:送进钢板或拆带卷——超声波检查——对焊——刨边或切边——排辊成型——高频预焊接——定径——切定尺——脱脂——内焊——外焊——超声波检查全部焊接——扩径——水压试验——超声波检查——管端平头——成品检验——用户检查——打印——涂保护层——出厂
交底内容: 施工中注意涂层的保护 ,管道应轻抬轻放,避免撞击。
(1)管材切割和预加工
1)管材切割前应按配管图先标定管子外径,其外径误差和壁厚误差应在允许公差范围内。
2)管道切割应采用机械方法。切口表面应平整,无裂缝、凹凸、缩口、熔碴、氧化物,并打磨光滑。
3)当管端沟槽加工部位的管口不圆整时应整圆,壁厚应均匀,表面的污物、油漆、铁锈、碎屑等应予清除。
(2)滚槽机滚压成型的沟槽应符合下列要求:
1)管端至沟槽段的表面应平整,无凹凸、无滚痕。
2)用滚槽机对管材加工成型的沟槽,不得损坏管子的涂层及内壁各种涂层。
(3)接头连接和安装 沟槽式接头安装应符合下列要求:
A、在橡胶密封圈的外侧安装卡箍件。将卡箍件内缘嵌固在沟槽内,并将其固定在沟槽中心部位;
B、压紧卡箍件至端面闭合后,即刻安装紧固件,应均匀交替拧紧螺栓;
C、安装完毕后,检查并确认卡箍件内缘全圆周嵌固在沟槽内。
(

4)支(吊)架安装
1)支(吊)架的型式、材质、加工尺寸和制造质量等应符合国家现行有关标准的规定,并按设计要求安装牢固,位置正确。DN25-50用∠30*3角钢,DN70-80用∠40*4角钢,DN100-150用∠50*5角钢,角钢垂直方向底部应打45°斜角。支架间距满足要求见表一。
2)横管吊架(托架)应设置在接头(刚性接头、挠性接头,支管接头)两侧和弯头等管件上下游连接接头的两侧。吊架(托架)与接头的净间距不宜小于150mm和大于300mm。
3)在管道系统中,应在下列位置设置固定支架(吊架):
A、进水立管的底部;
B、立管因自由长度较长而需要支承立管重量的部位;
4)管道安装时,应及时固定和调整支(吊)架,且不宜使用临时支(吊)架。支(吊)架与管子接触应紧密,滑动支架滑动面应洁净平整,应有防落的设施。
(5)有吊顶区域的喷头,喷头与风口、灯具距离大于500mm。
(6)穿越楼板立管及墙体横管应加设钢套管,套管直径比管道大两号。
标签:国标涂塑钢管,涂塑钢管DN1800,河南涂塑钢管,蓝色忻硕管道涂塑钢管
最新产品
更多






热门信息
热门产品
沧州忻硕管道工程有限公司 > 供应信息 > 河南国标涂塑钢管DN1800